




Pemilihan material untuk Molding sangant mempengaruhi Kinerja dan daya tahan Molding, maka perlu kita ketahui beberapa parameter dalam pemilihan material agar Molding dapat produktif dan berumur panjang.
Mols Steel memiliki persyaratan baja yang tinggi. Pemilihan baja dengan benar memiliki pengaruh besar pada masa pakai, kemampuan proses, dan presisi cetakan.
Persyaratannya bervariasi tergantung pada struktur cetakan, masa pakai cetakan, bahn plastik yang digunakan untuk pencetakan, dan kinerja, penampilan, dan keakuratan dimensi produk yang dicetak.
Baja cetakan harus memiliki kualitas atau atribut yang relevan dengan aplikasi yang dimaksudkan.
Untuk aplikasi pencetakan tujuan umum, atribut baja yang diperlukan dijelaskan di bawah ini.
(a) Kekuatan inti material yang tinggi.
Sebagai hasil dari kondisi kerja yang dihadapi selama pencetakan injeksi, yaitu pembebanan siklik dengan tekan yang relatif tinggi, kekuatan inti material menjadi relevan dengan perancang cetakan.
Material harus mampu menahan beban tekan yang tinggi tanpa retak atau pecah.
(b) Ketahanan aus yang baik.
Alat cetakan dapat mengalami keausan yang cukup besar dari berbagai sumber, yang meliputi:
* (i) polimer itu sendiri;
* (ii) sistem pengeluaran cetakan;
* (iii) tingkat keausan material saat mold menutup;
* (iv) kesalahan aplikasi saat mold bekerja dan saat berhenti.
Ketahanan aus dapat diberikan ke baja perkakas cetakan dengan berbagai cara, biasanya dengan mengeraskan material atau penambahan elemen paduan yang memodifikasi properti. Pilihan metode mana yang bergantung pada materi yang dimaksud.
Ketahanan aus dan ketahanan abrasi adalah sifat terpenting dari mold steel, yang memiliki pengaruh besar pada pasca-pemrosesan umur cetakan, menjaga kepresisian, penghilangan kebocoran, dll.
Ketahanan aus bervariasi sesuai dengan jumlah elemen paduan dan adanya tekanan internal.
Ketahanan aus umumnya sebanding dengan kekerasan.
Oleh karena itu, kekerasan permukaan rongga harus tinggi, sehingga dapat mengatasi masalah keausan.
Serat kaca sering ditambahkan untuk meningkatkan kekuatan dan ketahanan aus. Selain itu, serat logam juga dapat ditambahkan ke plastik untuk mendapatkan plastik konduktif untuk melindungi dari gangguan gelombang radio. Ada juga magnet plastik yang ditambah dengan magnet garam besi.
Masalah terbesar dari aditif ini dalam cetakan adalah bahwa gesekan berbagai serat dalam material komposit di dalam rongga semakin intensif, menyebabkan keausan rongga cetakan dan mempengaruhi keakuratan dimensi produk. Oleh karena itu, untuk memperpanjang umur cetakan, baja dengan ketahanan aus yang baik harus digunakan.
(c) Permukaan finishing yang sangat bagus.
Permukaan finishing yang baik adalah yang paling penting, terutama untuk komponen core dan cavity.
Material yang dimaksud harus mampu mempertahankan permukaan finishing dalam jangka panjang yang baik tanpa persyaratan tambahan pemolesan di antara proses produksi.
Mengenai ketahanan aus, kekerasan permukaan dan komposisi material memiliki pengaruh terbesar pada sifat finishingnya.
Untuk cetakan injeksi, kekasaran permukaan rongga cetakan secara langsung mempengaruhi permukaan produk.
Untuk produk PC transparan, permukaan cavity dan core memerlukan pemolesan cermin (mirror finish), dan kemampuan pemolesan mold steel menjadi masalah utama.
Kriteria kinerja pemolesan baja:
1. Tidak ada lubang pasir;
2. Tidak ada goresan;
3. Sangat sedikit bahan non-logam;
4. Struktur homogen (tidak ada pemisahan, dll.)
5. Ukuran butiran kristal halus (tidak ada butiran kasar);
6. Kekerasan yang tepat;
7. Sifat mekanik yang sesuai.
Untuk pemolesan cermin pada cetakan, teknik pemolesan berikut harus diperhatikan:
1. Poles pasta dengan kemampuan polishing tinggi
2. Daya pemolesan yang tidak rata akan menghasilkan permukaan kulit jeruk;
3. Lapisan kerusakan yang abnormal akibat pemrosesan EDM dan wire cut dapat dihilangkan seluruhnya dengan proses grinding.
(d) Stabilitas dimensi.
Beban siklik dari proses pencetakan injeksi menyebabkan bahan cetakan mengalami tingkat tekanan dan deformasi elastis yang cukup besar.
Bahan cetakan yang ideal harus memiliki kekuatan dan daya tahan yang cukup untuk menahan deformasi permanen, tetapi juga memiliki tingkat keuletan yang cukup untuk menahan retak dan beban benturan.
Untuk tujuan ini, banyak grade baja cetakan, terutama baja paduan, telah dikembangkan untuk memenuhi persyaratan di atas.
(e) Kemampuan proses permesinan
Pemrosesan komponen cetakan injeksi dapat dibagi menjadi pemesinan (seperti mesin bubut, milling, Milling CNC, grinding, harden, graving, pemolesan, dll.), Pemrosesan listrik (seperti EDM, wire cut, dll.) Dan pemrosesan pengecoran .
Pemilihan baja cetakan harus mempertimbangkan masa pakai dan proses pemesinan.
Pertimbangkan bahan baja dari kemampuan mesin, yang terbaik adalah menggunakan baja dengan kekerasan rendah yang dapat dikerjakan secara konvensional selama pemotongan, tetapi baja ini sulit untuk dipastikan masa pakai dan keakuratannya.
Oleh karena itu, dalam pekerjaan aktual, baja yang telah dikeraskan (quenched and tempered) dengan kemampuan mesin yang baik sering digunakan sebagai sisipan cetakan.
Untuk cetakan presisi dan tahan lama, proses nitriding dapat dilakukan pada permukaan core dan cavity untuk meningkatkan ketahanan aus.
(f) Ketahanan korosi
Bahan plastik yang mengandung halogen seperti polivinil klorida (PVC) dan poliasetal seringkali melepaskan gas korosif hingga merusak cetakan.
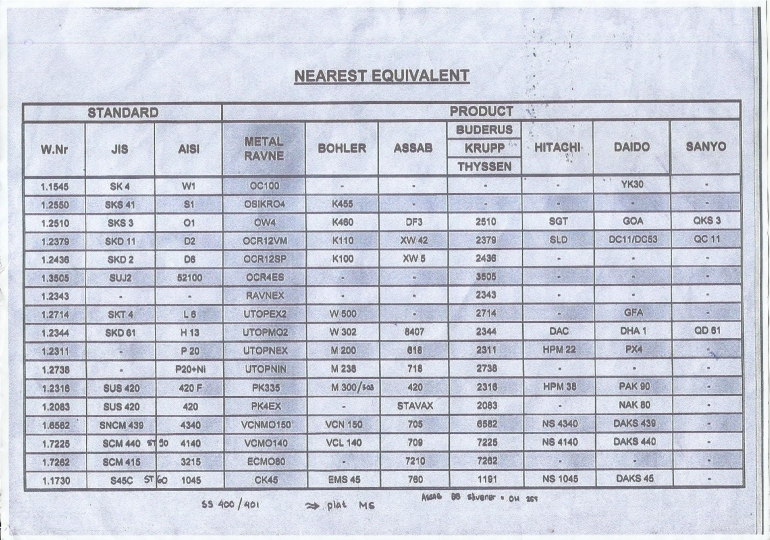
Cara terbaik adalah dengan menggunakan baja tahan korosi, seperti PK4EX, PAK90, dll.
Selain itu, tembaga berilium juga merupakan bahan baja tahan korosi yang baik.
Untuk membuat cetakan tahan korosi, terkadang pelapisan krom juga dilakukan di cavity, tetapi pelapisan krom keras memiliki kelemahan sebagai berikut:
- Ketahanan korosi yang lebih lemah;
- Lapisan pelapisan akan memiliki lubang kecil atau retakan. Karena pengaruh elektroda lokal, maka akan menyebabkan korosi pada baja dan lapisan pelapisan, yang menyebabkan lapisan krom terkelupas.
Klasifikasi Plastic Mold Steel
Kemampuan poles pada lapisan cermin, konduktivitas termal , tingkat ketangguhan dan kekerasan yang tinggi, ketahanan korosi yang sangat baik, kemampuan mesin, merupakan persyaratan umum untuk kelas baja baru untuk cetakan plastik dengan kebutuhan tertinggi.
Perkembangan pesat dalam pemrosesan plastik dan aplikasi baru untuk plastik, membutuhkan kualitas baja baru. Baja cetakan plastik seperti 1.2311, 1.2083, 1.2738, dan 1.2316 yang saat ini tersedia di pasaran mampu memenuhi kriteria berbagai macam produksi cetakan di Indonesia.
Baca juga : Material Standart Dan Klasifikasinya
