



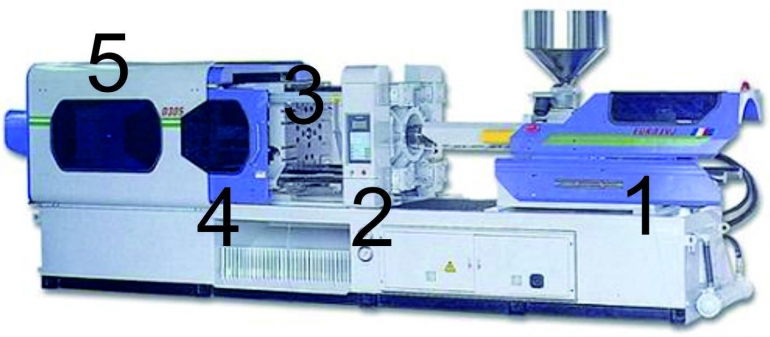





INJECTION MACHINE atau biasa kita sebut Mesin Injeksi Plastik memiliki bagian bagian penting dalam proses produksinya. Dalam artikel ini kita mencoba belajar mengenai mesin injeksi secara umum, dari bagian bagian mesin injeksi plastik itu sendiri beserta cara kerjanya secara sederhana dan mudah dimengerti.
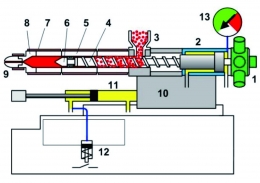
1. Injection Unit
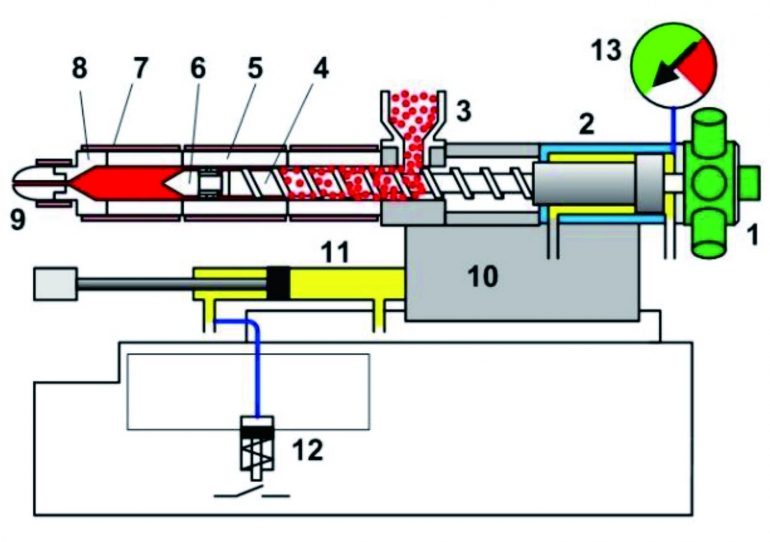
Bagian- bagian dari Injection Unit :
- Hydraulic Motor , berfungsi untuk memutar screw.
- Injection Cylinder , Menggerakkan screw maju dan mundur.
- Hopper , Wadah material plastik pellet sebelum masuk ke barrel.
- Screw Feeder , berfungsi untuk mensupply material dari arah belakang (Hopper) dan mengaduk material plastik dalam keadaan cair sehingga lebih merata.
- Barrel , Memanaskan material hingga mencair.
- Torpedo dan Check valve, Membuka aliran material saat charging dan menutup aliran saat proses injeksi berlangsung.
- Heater Band , Pemanas elektronik dengan bentuk sabuk.
- Cylinder Head , Menghubungkan nozzle dan Barrel.
- Nozzle , Pintu masuk material plastik ke mold.
- Carriage, Dudukan unit injeksi yang terletak pada rel silinder.
- Injection Unit Cylinder , Menekan Nozzlepada sprue bush dari cetakan terpasang.
- Pressure Switch 2 , Konfirmasi untuk melakukan proses injeksi.
2. Control Panel

Tempat tombol-tombol untuk mengoperasikan mesin injection.
Setting parameter menggunakan Control panel, hal hal yang perlu diperhatikan saat setting awal adalah :
- Suhu: setel suhu pemanas barel rendah untuk menghindari pembusukan, dan setel suhu cetakan tinggi
- Tekanan: tekanan injeksi, tekanan penahan, tekanan balik harus diatur dari nilai rendah (jika pengisian berlebih di dalam rongga cetakan dan merusak cetakan dan mesin)
- Kekuatan penjepit: atur dari nilai tinggi (hindari flash dan material bocor)
- Kecepatan: atur kecepatan injeksi dari lambat; atur kecepatan putar screw dari rendah; atur kecepatan buka / tutup cetakan perlahan pada awalnya; volume injeksi dari posisi kecil.
- Waktu: atur waktu penahanan tekanan lama dari mesin cetak injeksi pada awalnya (pastikan sprue tertutup); atur waktu pendinginan yang lama pada awalnya.
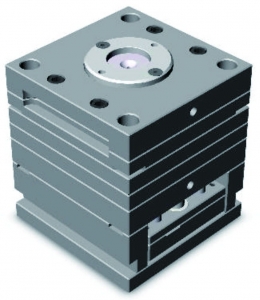
3. Molding

Mold core dan mold cavity masing-masing dipasang ke mold base, yang kemudian dipasang ke pelat di dalam mesin cetak injeksi.
Bagian depan mold base termasuk support plate adalah tempat mold cavity dipasang, sprue bushing dimana bahan akan mengalir dari nosel, dan locating ringyang berguna untuk menyelaraskan dasar cetakan dengan nosel.
Setengah bagian belakang mold base mencakup sistem pengeluaran, tempat mold core dipasang, dan support plate. Saat unit penjepit memisahkan bagian cetakan, batang ejektor akan menggerakkan sistem pengeluaran. Bilah ejektor mendorong pelat ejektor ke depan di dalam kotak ejektor, yang selanjutnya mendorong pin ejektor ke bagian cetakan. Pin ejektor mendorong bagian plastik yang sudah mengeras keluar dari rongga cetakan yang terbuka.
4. Clamping Unit

Terdiri dari :
a. Stationary Plate
b. Moving Plate
c. Ejector
d. Operation Side Door and Non-operation Side Door
e. Lubrication Pump
Ada 2 sistem Clamping unit :
a. Hydraulic Clamps (penjepit hidrolik)
Keuntungan dari sistem penjepit hidrolik adalah bahwa tekanan penjepit dapat diatur dalam rentang yang luas (Misalnya: Dari 500KN hingga 25000KN). Ini memungkinkan tonase penjepit yang tepat digunakan untuk pekerjaan tertentu dan meminimalkan jumlah energi yang dikeluarkan.
b. Toggle Clamps
Keuntungan dari sistem Toggle Clams mekanis adalah bahwa setelah mekanisme sakelar terkunci pada tempatnya, hampir tidak mungkin cetakan (molding) terbuka bahkan jika tekanan injeksi melebihi yang diperlukan.
5. Tempering Unit

Proses unit tempering,
Dalam alat cetakan injeksi terdapat sirkuit konduksi untuk pendingin yang dihubungkan ke saluran untuk aliran masuk dan arus balik pendingin. Cara kerja unit ini adalah menggunakan beberapa Katup mengontrol aliran cairan pendingin.
Ada sensor suhu di saluran untuk aliran masuk dan aliran balik pendingin. Sensor suhu terhubung ke komputer yang mengontrol waktu buka dan tutup katup sebagai fungsi dari perbedaan nominal yang diumpankan antara suhu aliran masuk dan arus balik pendingin.
Sehingga suhu dan waktu pendinginan bisa diatur sesuai dengan kebutuhan proses injeksi.
Sumber : Belajar membuat molding
Demikian sekilas mengenai bagian bagian Injection Mold, semoga bisa memberikan wawasan bagi kita semua
Salam Sehat dan Waras bagi pelaku moldshop dan injection mold di Indonesia!
Baca konten-konten menarik Kompasiana langsung dari smartphone kamu. Follow channel WhatsApp Kompasiana sekarang di sini: https://whatsapp.com/channel/0029VaYjYaL4Spk7WflFYJ2H
