ABSTRACT:
Production result in a business is really important factor in a business. Sometimes, a product that is manufactured has defects and does not comply with the standard. So that production results must always be monitored so that product defects are not out of control. In the Lean Six Sigma concept, a product must not have defects of more than 3,4. The method used in Lean Six Sigma is DMAIC. One of the phases in this method is Analyze. The Analyze phase is very important for determining the average level of quality, knowing changes that have occurred in the average value, and evaluating the quality performance. The tools that we will use in Phase Analysis in the discussion are p-Chart. Because the business owner received several complaints in early 2020 against the results of the home industry cleaning products in Labuhan Batu Utara district. Therefore, efforts made to monitor production results can use Statistic Quality Control (SQC) to determine the tolerance limit for product defects and business owners can minimize defects in production results.
Keywords: Six Sigma, DMAIC, Control p-Chart, Home Industry, Production
BACKGROUND
Home Industry is an Micro Small Medium and Entreprises (MSME) and a family business where the workers are members of the family itself. Home Industry which is the object to be studied carries out the production process at home. The production process is carried out 50% in a closed room and 50% in an open space. This is because the production location for the home industry is still very flexible. A business cannot escape product damage to production results. Likewise, an MSME that produces cleaning products in North Labuhan Batu Regency has had some significant complaints in the last few months. In the previous year, in 2019, business owners rarely received complaints from customers. However, since August 2020, business owners have started to receive various complaints regarding product damage. Business owners have tried to remind employees of defective products so they can improve their performance. However, in the following month, the complaints received were increasing. Therefore, efforts made by business owners are to control quality using Statistical Quality Control. That way, the business owner can determine the level of product damage that is acceptable to the company and determine the tolerance limit for the resulting product defects.
The statistical tool used as a tool to control the quality of cleaning products is the Control p-Chart. Quality control with statistical tools is also useful for monitoring efficiency levels. So it can be used to reject and accept various products. The purpose of this study was to determine the tolerance limit of product defects produced in the home industry of cleaning products in North Labuhan Batu Regency.
PROBLEM FORMULATION
The formulation of the problem in this study is What is the level of product damage to the production of Home Industry cleaning products in North Labuhan Batu Regency using the Six Sigma Analyze Phase method?
METHODOLOGY
In Six Sigma we know about DMAIC method, on of the phase is Analysis. So now, we will analyze this business with Statistic Quality Control (SQC). In analysis phase, we use tools named Control p-Chart. The control p-chart functions to see whether the quality control in the company is under control or not. The control p-chart has benefit to help control of the quality of production and can provide information about when and where the company should make quality improvements. The control p-Chart is made in the following steps:
1. Calculating the Percentage of Non-Conformities
The percentage of product damage is used to see the proportion of product damage that occurs in each subgroup (per month).
Information:
p: Percentage of Nonconformities (Defects).
np: Number of mismatches in the subgroup
n: Number checked in subgroups
subgroup: month checked
2. Calculating Center Line (CL)
Center Line is the average non-conformity product (p-Bar).

Sum np:The total number of non-conformities
Sum n:The total number checked
3. Calculating Upper Control Limit (UCL)
Upper Control Limit is calculated by the formula:

p-Bar: Average product non-conformities
n: The amount of production per group
4. Calculating Lower Control Limit (LCL)
Lower Control Limit is calculated by the formula:

p-Bar: Average product non-conformities
n: The amount of production per group
Based on production data for 1 year (November 2019 - October 2020), the calculation of the upper control limit, lower control limit, and center line is made in 1 Control p-Chart. The main data in this study are monthly notes which are used as samples for observation and for products that are damaged (defective). Control p-Chart shows changes in data over time, with the inclusion of maximum and minimum limits which are the boundaries of the control area.
RESULT AND DISCUSSION
Home Industry cleaning products in North Labuhan Batu Regency have A3 reputation in 5 districts in North Sumatra. Based on the quality criteria, the identified cleaning products are differentiated based on three quality criteria, namely:
A3: Good Cleaning Liquid and Good Packaging
A2: Only Good packaging
A1: Only Good Cleaning Liquid
The following results from the Control p-Chart analysis show that the area for quality limits for cleaning liquid products varies between 2019-2020 which can be detailed every month with the following results:
Table 1. Upper and Lower Boundary Areas of Cleaning Product Quality Based on Control p-Chart Analysis at Home Industry in North Labuhan Batu Regency
YearMonthNumber of Defective ProductsNumber of Cleaning Products ProducedpCL (p Bar)UCL_pLCL_p2021Nov97800,0115384620,0106234570,021636003-0,000389088Dec107500,0133333330,0106234570,021854094-0,0006071792020Jan47000,0057142860,0106234570,022248271-0,001001356Feb27500,0026666670,0106234570,021854094-0,000607179Mar68000,00750,0106234570,021497474-0,00025056Apr109000,0111111110,0106234570,0208755790,000371336May77500,0093333330,0106234570,021854094-0,000607179June37550,003973510,0106234570,021816845-0,00056993July57200,0069444440,0106234570,022085678-0,000838763Aug108000,01250,0106234570,021497474-0,00025056Sept158040,0186567160,0106234570,021470391-0,000223476Oct188100,0222222220,0106234570,021430142-0,000183228
999319
0,010623457
STDEV4,788717801
Source: Production Data, 2020
The calculation results of all control limits can be used to create a Control p-Chart. Using the help of the Microsoft Excel program, the following Figure 1 Control p-Chart is created:
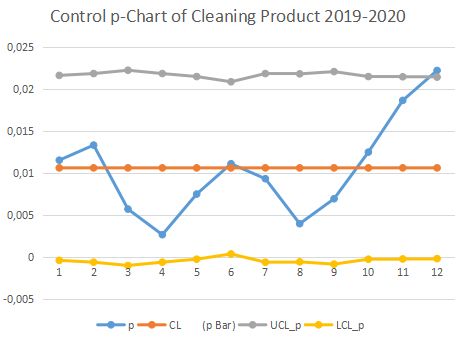
Deviation that occurs outside the control limit as at point 12 (in October). Because the resulting product still has many shortcomings under the A3 standard. Deviations are caused by variations in the factors of workers, raw materials, machines, work methods/methods, environment and others.
On figure 1, from the given Production Data pattern, there is always an increase in product defects at the end of the year, most likely due to the influence of weather. However, to find out the cause, the business owner still needs to carry out further analysis of the causes of the deviations that have been seen in the Control p-Chart.
Therefore, the Analyze Phase Control p-Chart has achieved its goal, so we know that the defect level of the product is below A3. So that business owners need to pay attention to product packaging and product fluids to reduce defects.
CONCLUSION
From this research it can be concluded that with the Control p-Chart analysis, it is known that the quality of cleaning products produced by the Home Industry in North Labuhan Batu Regency is quite
controlled. However, more intense monitoring is needed at the end of the year. Here's some advice for business owners:
1. Always make documentation the activities of each production process carried out in each processing and packaging section. So that each activity can be evaluated and corrective action is taken for the next production process.
2. Provide direction and supervision to employees in each part of the packaging so that if it is in the rainy season, do the packaging in a closed room so that rainwater does not enter the bottle and does not interfere with the quality of the product liquid.
BIBLIOGRAPHY
Home Industry Suni Glass. (2020) Production Data 2020, 25 November 2020.
K. Isti & Endang (2015). Control p Chart Application as Quality Control Tools for Rubber Production in PTPN IX Batujamus/Kerjoarum. Faculty of Agriculture, 113, 13-24.
Follow Instagram @kompasianacom juga Tiktok @kompasiana biar nggak ketinggalan event seru komunitas dan tips dapat cuan dari Kompasiana. Baca juga cerita inspiratif langsung dari smartphone kamu dengan bergabung di WhatsApp Channel Kompasiana di SINI