







INJECTION MACHINE atau biasa kita sebut Mesin Injeksi Plastik memiliki bagian bagian penting dalam proses produksinya. Dalam artikel ini kita mencoba belajar mengenai mesin injeksi secara umum, dari bagian bagian mesin injeksi plastik itu sendiri beserta cara kerjanya secara sederhana dan mudah dimengerti.
1. Injection Unit
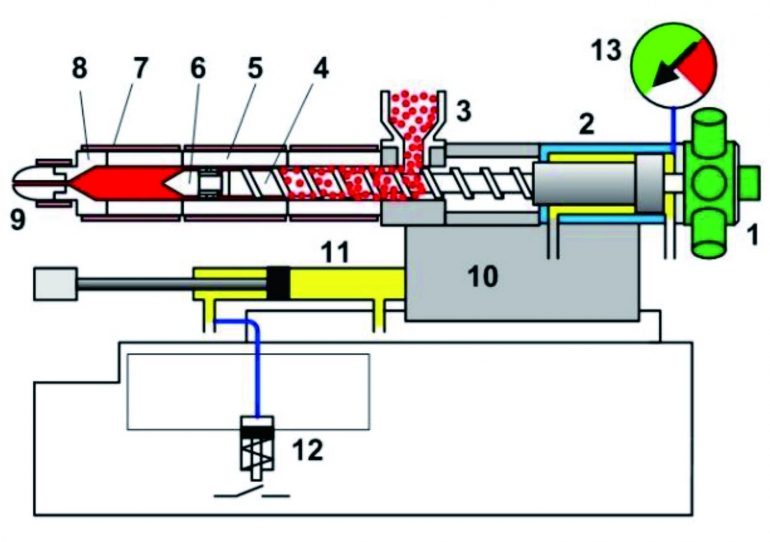
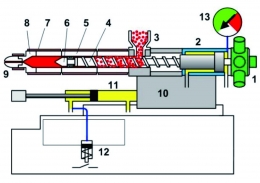
Bagian- bagian dari Injection Unit :
- Hydraulic Motor , berfungsi untuk memutar screw.
- Injection Cylinder , Menggerakkan screw maju dan mundur.
- Hopper , Wadah material plastik pellet sebelum masuk ke barrel.
- Screw Feeder , berfungsi untuk mensupply material dari arah belakang (Hopper) dan mengaduk material plastik dalam keadaan cair sehingga lebih merata.
- Barrel , Memanaskan material hingga mencair.
- Torpedo dan Check valve, Membuka aliran material saat charging dan menutup aliran saat proses injeksi berlangsung.
- Heater Band , Pemanas elektronik dengan bentuk sabuk.
- Cylinder Head , Menghubungkan nozzle dan Barrel.
- Nozzle , Pintu masuk material plastik ke mold.
- Carriage, Dudukan unit injeksi yang terletak pada rel silinder.
- Injection Unit Cylinder , Menekan Nozzlepada sprue bush dari cetakan terpasang.
- Pressure Switch 2 , Konfirmasi untuk melakukan proses injeksi.
2. Control Panel

Tempat tombol-tombol untuk mengoperasikan mesin injection.
Setting parameter menggunakan Control panel, hal hal yang perlu diperhatikan saat setting awal adalah :
- Suhu: setel suhu pemanas barel rendah untuk menghindari pembusukan, dan setel suhu cetakan tinggi
- Tekanan: tekanan injeksi, tekanan penahan, tekanan balik harus diatur dari nilai rendah (jika pengisian berlebih di dalam rongga cetakan dan merusak cetakan dan mesin)
- Kekuatan penjepit: atur dari nilai tinggi (hindari flash dan material bocor)
- Kecepatan: atur kecepatan injeksi dari lambat; atur kecepatan putar screw dari rendah; atur kecepatan buka / tutup cetakan perlahan pada awalnya; volume injeksi dari posisi kecil.
- Waktu: atur waktu penahanan tekanan lama dari mesin cetak injeksi pada awalnya (pastikan sprue tertutup); atur waktu pendinginan yang lama pada awalnya.
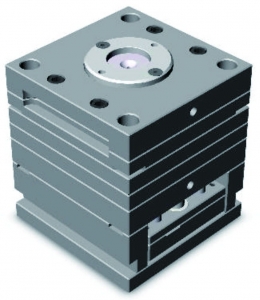
3. Molding
