



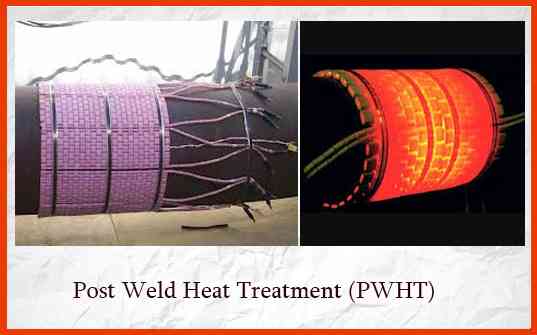



Post Weld Heat Treatment adalah salah satu proses perlakuan panas yang dilakukan setelah proses pengelasan, tujuan dilakukan PWHT adalah untuk mengurangi tegangan sisa setelah proses pengelasan.
PWHT merupakan langkah penting untuk memastikan keberlanjutan struktur yang dihasilkan dari pengelasan. PWHT dilakukan dengan memanaskan material menggunakan tungku pemanas atau ceramic pad heater. Setelah pemanasan, material akan mengalami perubahan struktur dan didinginkan.
Dalam proses PWHT, material yang dipanaskan harus diberi support agar tidak terjadi distorsin akibat gaya gravitasi. Setelah PWHT dilakukan, akan dilakukan pengujian impak, kekerasan, dan struktur mikro untuk mengetahui pengaruh PWHT.
Hal-hal yang perlu diperhatikan saat melakukan PWHT antara lain:
- Saat pemasangan ceramic pad heater pastikan pasangan kaki + dan – pada arus harus benar agar arus tegangan bisa masuk dan tidak terjadi kekosongan arus.
- Agar posisi panas terjaga maka tutup material dengan sempurna yaitu dengan isowool ceramic. Tutup serapat mungkin atau dilapisi agar panas tidak keluar.
- Apabila terjadi penurunan suhu saat dimoniroting pastikan langsung untuk dicheck pada proses PHWT tersebut biasanya terjadi kabel putus atau ceramic pad heater yang putus pada kakinya. Langsung dilakukan pembetulan agar panas tidak turun secara drastis.
Manfaat PWHT dalam industri:
- Dapat meningkatkan sifat mekanis dan kekuatan material itu sendiri.
- Pengurangan tegangan residu dapat mengurangi terjadinya retak pada material.
- Dapat memperpanjang usia material itu sendiri sehingga dapat mengurangi biaya perawatan material.
Persyaratan-persyaratan untuk melakukan pekerjaan PWHT:
- Material yang di PWHT mempunyai minimum yield strength yang tidak melebihi 50 ksi (345 mpa)
- Material yang di PWHT bukan material dari proses quenching and tempering atau bukan menggunakan pekerjaan dingin ( cold working) untuk mencapai higher mechanical properties.
- Material yang di PWHT mempunyai ketersediaan data terhadap strength and ductility yang cukup.
- Pekerjaan PWHT harus dilakukan dengan sesuai peraturan.

Baca konten-konten menarik Kompasiana langsung dari smartphone kamu. Follow channel WhatsApp Kompasiana sekarang di sini: https://whatsapp.com/channel/0029VaYjYaL4Spk7WflFYJ2H
